PMMAの特性として一番に挙げられるのは「透明度」です。無機ガラスをも凌ぐ透明特性を持っている樹脂ですが、通常切削後の加工面は透明性が失われます。これは加工面の微小なチッピング(カケ)や、ツールマーク(加工スジ)によるものです。弊社では工具選定、回転数、送り速度、切削厚と様々な条件を最適化することにより切削時の加工面の発熱をコントロールし透明性を実現しています。
PMMAの特性として一番に挙げられるのは「透明度」です。無機ガラスをも凌ぐ透明特性を持っている樹脂ですが、通常切削後の加工面は透明性が失われます。これは加工面の微小なチッピング(カケ)や、ツールマーク(加工スジ)によるものです。弊社では工具選定、回転数、送り速度、切削厚と様々な条件を最適化することにより切削時の加工面の発熱をコントロールし透明性を実現しています。


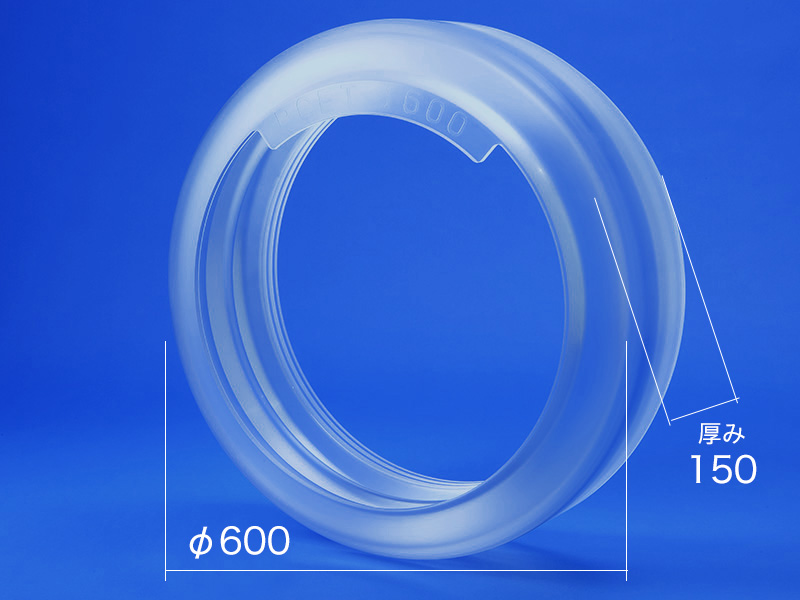
大型NC旋盤による精度を保ちながらの大口経加工。
工具選定、自社による工具作製で大きさを問わず高精度、高品質を実現。

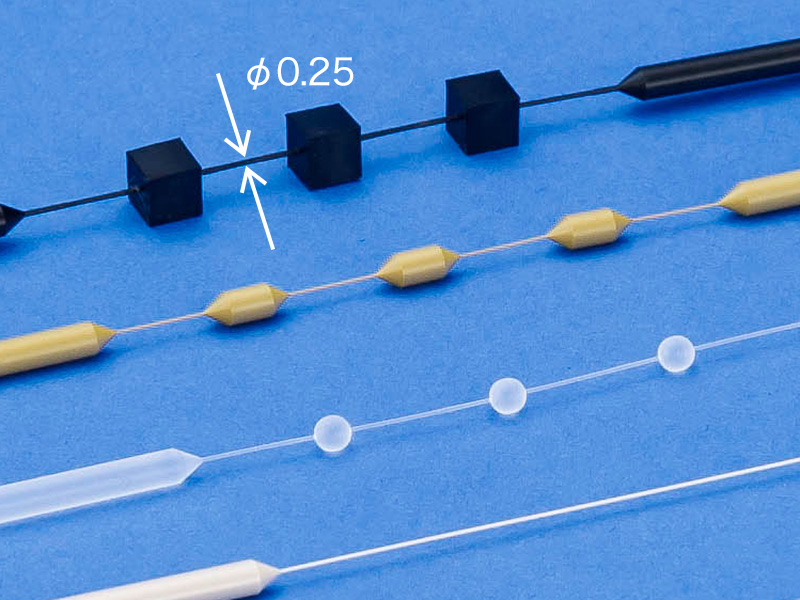
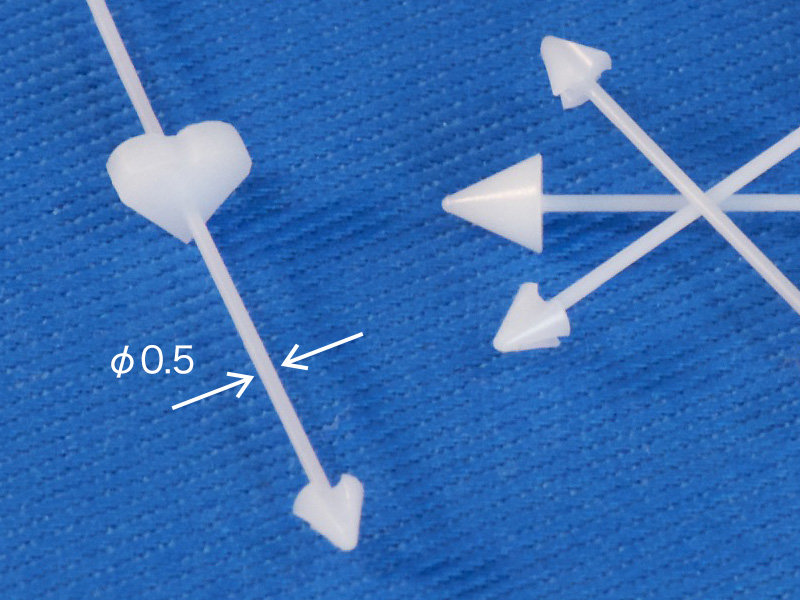
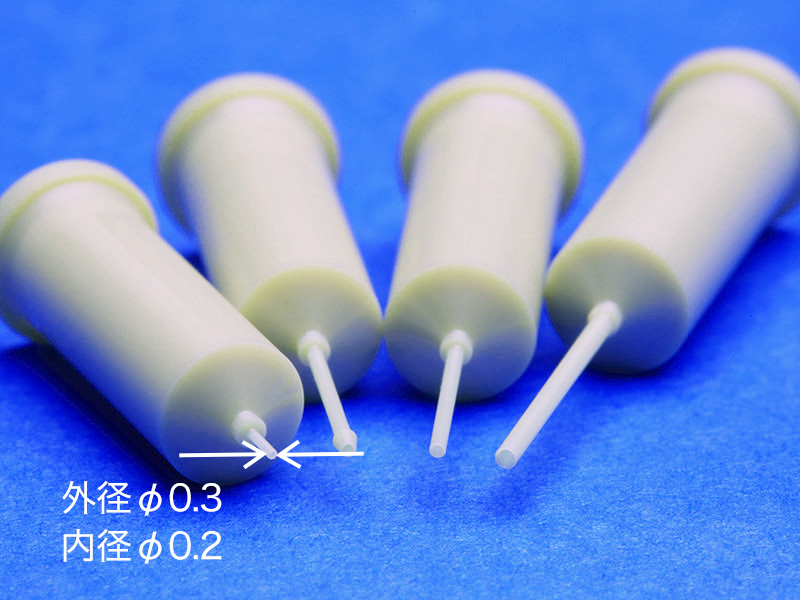
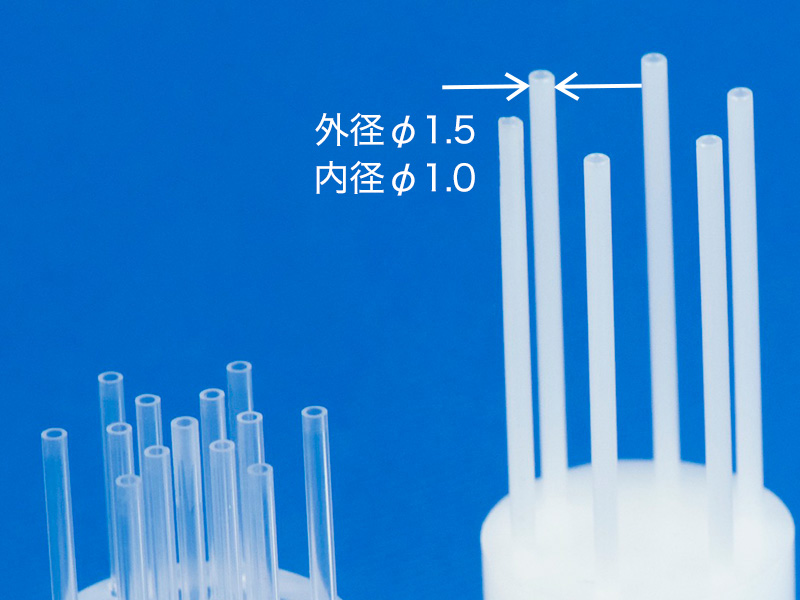
極小径加工に共通して言えることは切削油の量、当てる角度一つで加工中に切れてしまうところにあります。また当然切削条件が合わなかったり、切粉の絡みが発生しても切れてしまいます。とても繊細な加工を必要としているため過去には何度も失敗を繰り返してきましたが現在ではパイプでは最小外形 φ0.3 内径 φ0.2 と肉厚が 0.05mm まで薄い物まで加工可能となりました。更に細く、長くを目標に日々チャレンジしています。
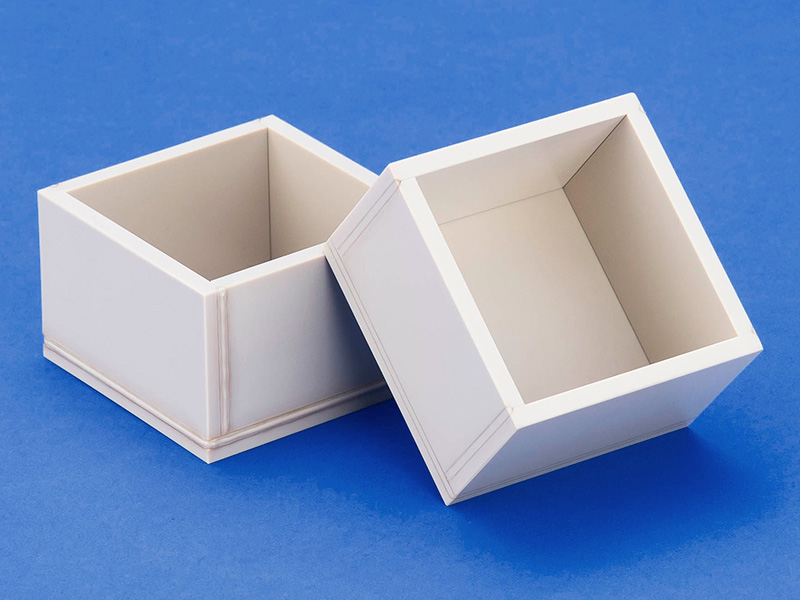
PVC,PPはもとよりPTFE,PPSと様々な材質の溶接が可能です。溶接部同士の隣接する寸法が 10㎜ 程度だと、先に溶接した箇所が次の箇所を溶接する際にも熱風が当たり、変形や溶接剥がれが起きやすくなってしまう為、溶接速度、回転数を上げるなどスピードが重要になってきます。従って技量がないとうまく溶接出来ずに製品にならなくなってしまいます。弊社では熟練の加工者、蓄積したノウハウによる作業で実現。最終検査では圧力検査も実施しお客様へご提供致します。今後も更なる材質の溶接、技術力向上を目指します。

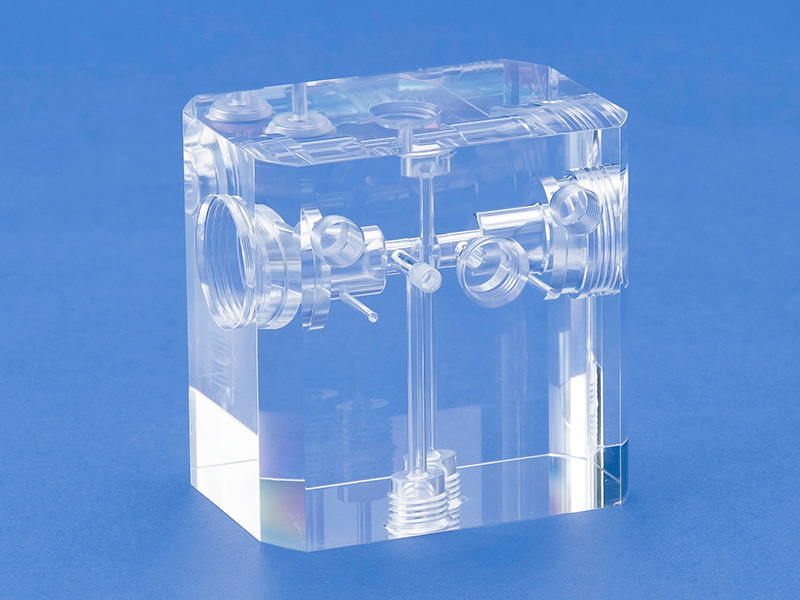
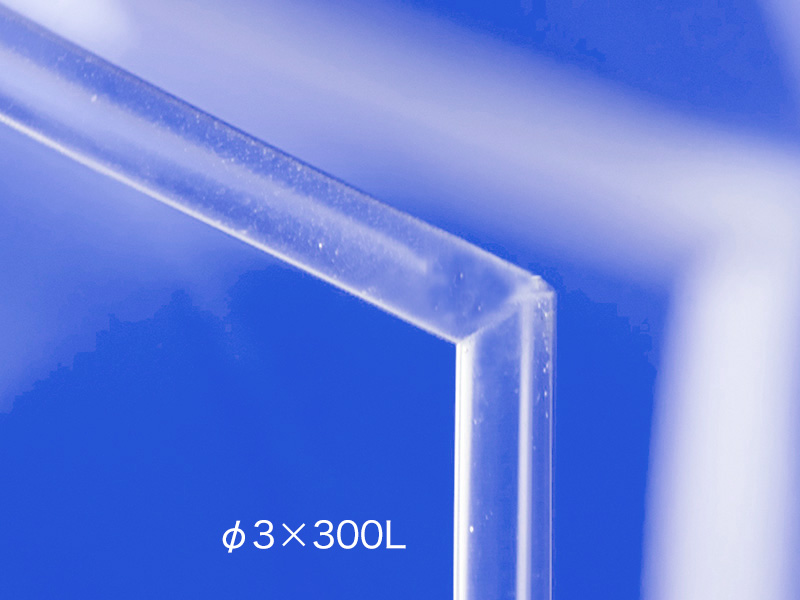
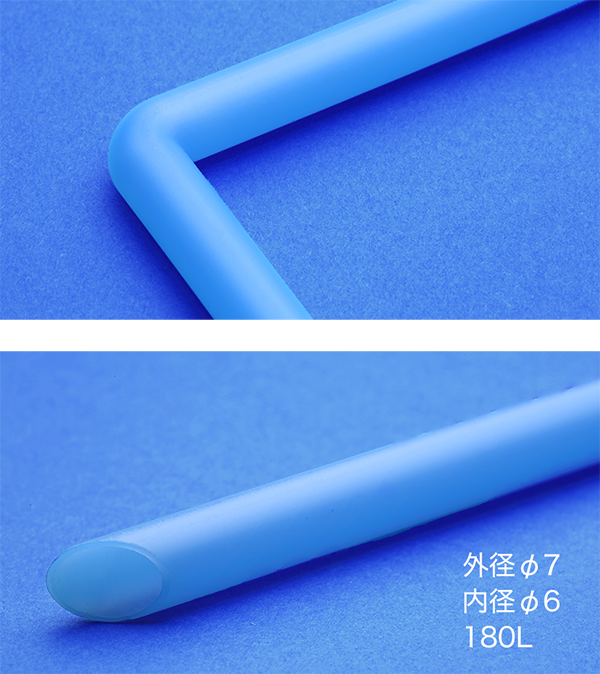
長穴加工に共通する最大の難点は真っ直ぐあけられるか? にあります。どの加工にも共通して言えることですが、工具選定、様々な加工条件でベストな物を選び、治具作成にも一工夫、二工夫施し、樹脂加工は面粗度、真円度を保つ事が通常加工では難しいとされる小径での L/D10 (φ3×30L ) を遥かに超えるφ3×300Lの透明穴加工も実現。こちらは角度のついた反対側からも同様に穴あけを行っていますが接点のズレを最小限に抑えることにも成功しています。
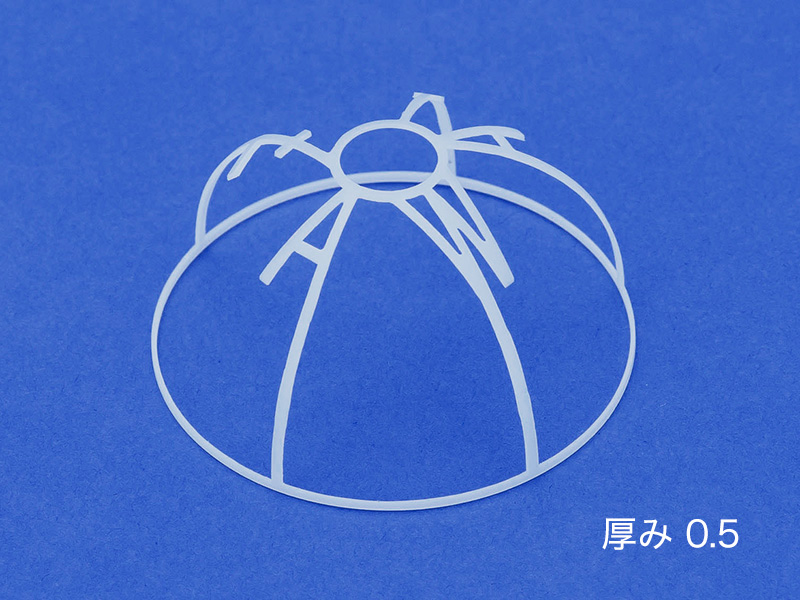
薄肉加工での最大の難点は破れることにあります。こちらは、治具構造、治具への最適な当てつけ圧で実現。
当てつける ( 貼り付ける ) 圧が強ければ治具から外した際に破れてしまいます。逆に弱すぎると加工途中で破れてしまう為に形状に適した治具形状と、当てつけ圧の調整に一番苦労しました。現在ではPTFE素材でも t 0.05とティッシュほどの薄さも破れずに加工が可能です。

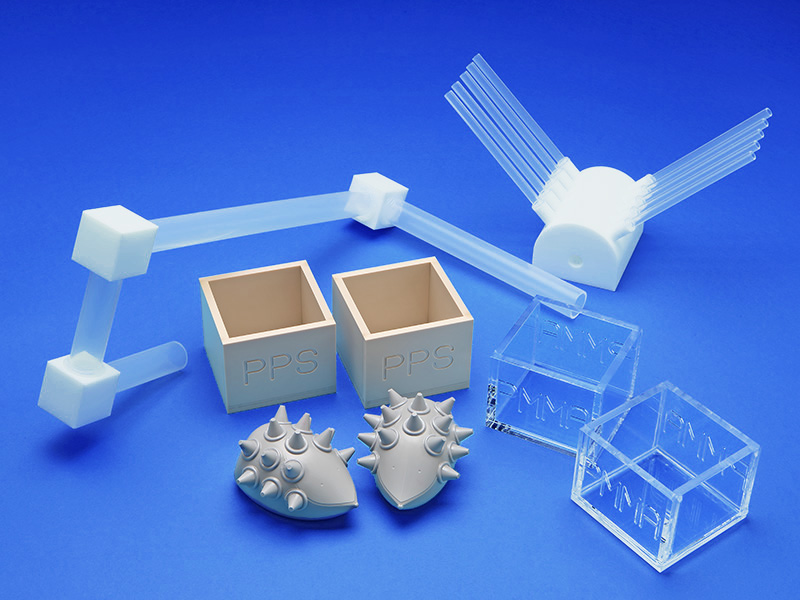
技術力の向上、発想力の向上を目的に年に1度、工場単位で加工サンプルを製作。
普段はお客様のおこされる図面を基に材質検討・提案を行う為自社ブランドの製品は存在しません。これら以外の加工サンプルも言わば限度見本となるため、 「こんな加工ができるならこんな製品が開発できるかも!?」 とお客様の開発品のヒントになればと思い日々チャレンジ致します。
